
一文了解激光焊接机焊接工艺(一)
激光焊接原理是通过光学系统将激光束聚焦在很小的范围内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点或焊缝。
20世纪60年代,激光的出现是人类史上最重大的科学成果之一,而在激光工艺技术中,激光焊接技术是目前重点发展的技术。20世纪末,我国激光焊接技术刚刚起步,随着工业制造的快速发展,环保、节能、高效、敏捷的加工技术将成为发展重点,而激光焊接技术正是符合这一发展趋势的加工技术,因此它会成为21世纪最有发展前景的应用技术之一。本期将带您深入了解激光焊接知识,一起来学习一下吧~
激光焊接原理
通过光学系统将激光束聚焦在很小的范围内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点或焊缝。
焊接效果的影响因素
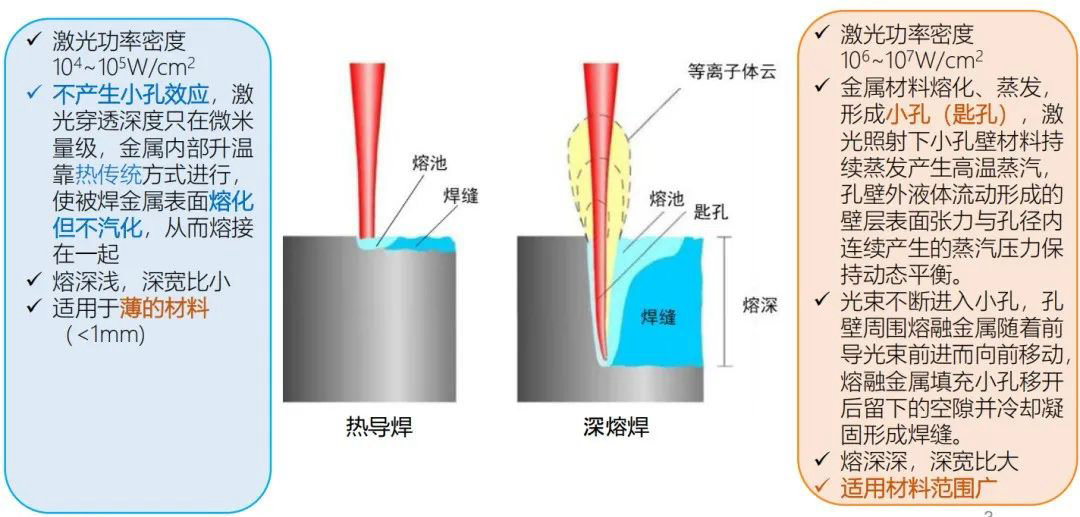
(1)作用于金属材料表面的功率密度
• 功率
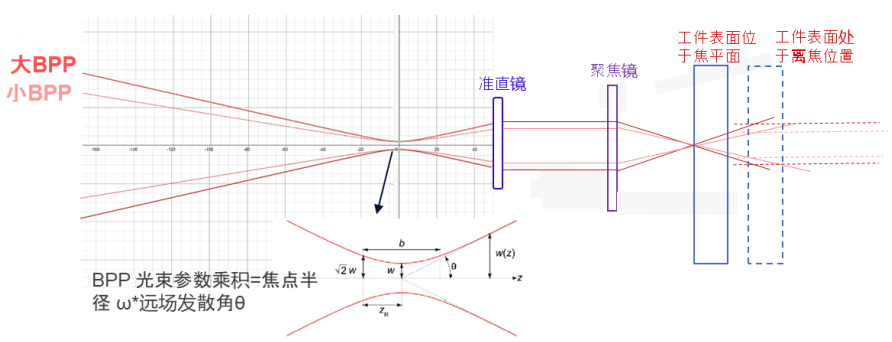
• 光束质量
• 光斑直径,包括(a:光纤芯径;b:焊接头准直聚焦截相比;c:离焦量)
(2)焊接速度
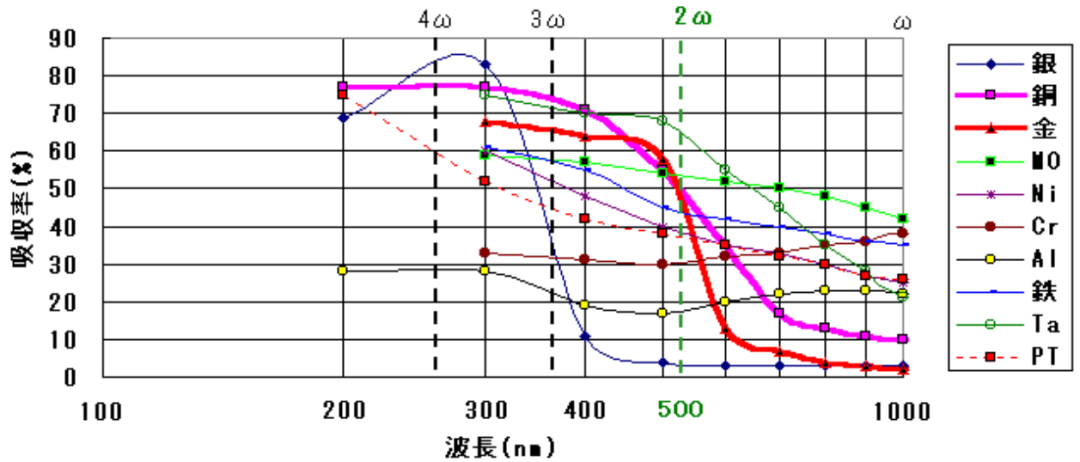
(3)材料
• 材料种类:不同材料吸收率不同;
• 材料表面粗糙度(光亮度)及洁净度(油渍等);
• 激光波长:波长越短吸收越高 ;
• 材料表面温度越高吸收越高。
(4)保护气体
• 防止焊接表面氧化;驱散离子云及烟尘;对保护镜片的保护
• 影响熔池流动
(5) 产品工装夹具
• 保证工件配合间隙
• 保证焊接位置重复精度
光束质量的影响

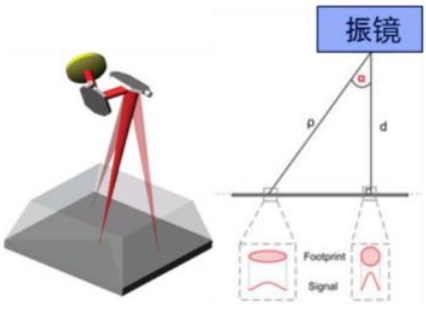
光束质量对于振镜焊接相比定焦头来说更为重要,因为光斑随入射角度变化有畸变,影响功率密度。
芯径影响功率密度
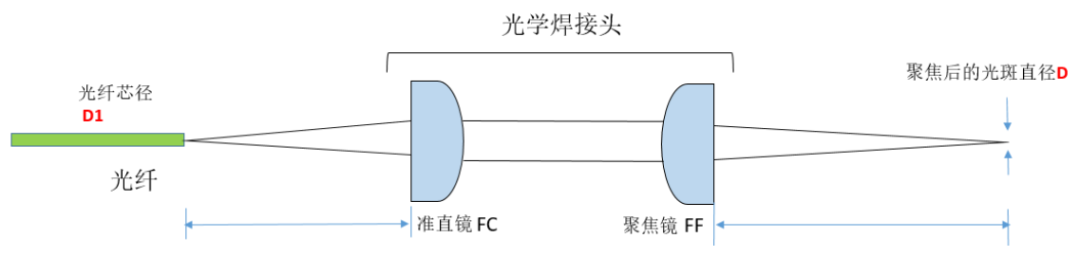
激光作用于材料表面的交点处的光斑大小D=(FF/FC)X D1

聚焦光斑越小→焦点处光斑功率密度越大→同等焊接熔深要求下焊接效率也就越高,同样焊接效率要求下焊接后的熔深更深。
单模及多模不同直径光纤在焊接应用中的使用范围
本文版权归网站所有,转载请联系并注明出处:
http://www.yiylaser.com/article-detail/Wk2mjAVN

发表评论
登录后才能参与评论哦...
登录
后参与讨论
 匿名评论,需审核
匿名评论,需审核
0/1000
提交评论

