
激光焊接在车身中焊接的应用
激光钎焊作为激光焊接的一种,在汽车行业应用中主要包括:车身顶盖、后备箱盖、车门落水槽、侧围等焊接。
激光焊接技术作为一种当代新型的焊接工艺,随着不断发展、完善和创新,已经广泛应用于航空、航天、汽车、船舶、五金等领域;随着汽车产业的迅猛发展,车身焊接需求也是疯狂增长,目前用于汽车白车身的焊接方式主要包括电阻点焊 、MIG焊和 MAG 焊接以及激光焊接,随着汽车行业对汽车的生产效率、生产质量以及美观性有了更高的要求,优势突出的激光焊接逐渐成为汽车白车身焊接的主流。
激光钎焊作为激光焊接的一种,在汽车行业应用中主要包括:车身顶盖、后备箱盖、车门落水槽、侧围等焊接。激光钎焊作为一项先进的焊接技术,与传统的焊接技术相比具有能量密度高、焊接速度快、工件变形小、焊缝美观等优势被广泛应用于汽车焊接领域。汽车车身激光钎焊工艺较为成熟,通过改变光丝间距、激光束倾角、焊接速度、送丝速度等工艺参数能显著较少焊缝内部缺陷。

( 图片来源于网络 )
01
激光钎焊原理
激光钎焊利用激光作为热源,激光束经过聚焦后照射到焊丝表面使焊丝熔化,熔化的焊丝利用液态钎料润湿母材、填充接头间隙并与母材相互扩散,在界面层中生成均匀的固熔体及共晶组织,使之与工件间形成良好的冶金结合,即工件间的连接是通过钎焊层实现的,而母材本身不会被激光严重烧蚀损伤,因此焊缝成形美观、均匀一致,焊后仅需简单处理或者无需处理。
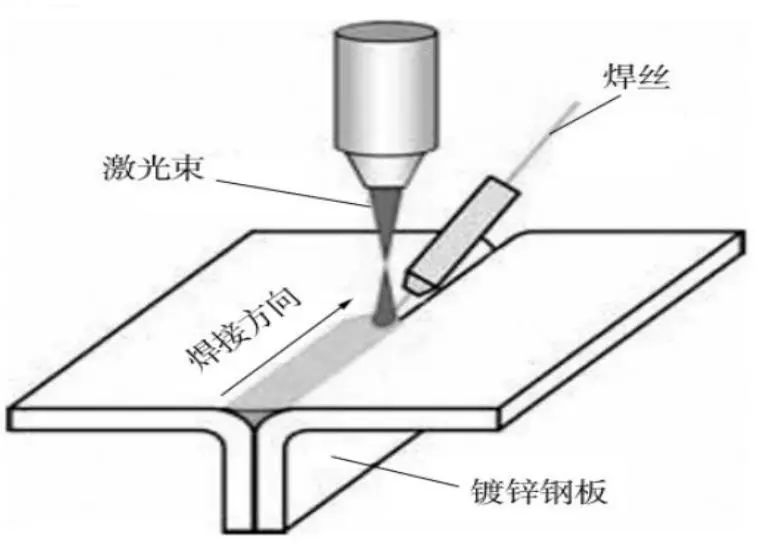
( 激光钎焊原理图 )
激光钎焊的优点:
1.
钎料熔化、母材不融化,焊接后的工件外形比较美观
2.
减少纯激光焊接缺陷,如气孔、裂纹、产品配合间隙过大等
3.
局部加热,不易产生热损伤,热影响区较小,接头光滑美观
4.
与点焊相比可以减少对镀锌层的熔化,减少腐蚀风险
5.
激光热源能量密度大,对于热输入可以控制和调节,焊接效率高,容易实现自动化
6.
车顶盖外板与侧围外板连接时,可取消车顶橡胶密封条的使用,既美观又节省成本
02
汽车白车身激光钎焊工艺
汽车白车身钎焊母材大多数以0.7mm的镀锌板为主,在自动化生产焊接过程中两块板子间隙只能控制在0.3mm以内,不能完全控制在0间隙,所以在焊接测试过程中需要找到能兼容0和0.3mm这两种间隙的最佳的工艺参数;飞博PAM点环能量可调激光器在点功率2300w、环功率2000w、焊接速度65mm/s、送丝速度5.1m/min的焊接工艺参数下,这两种间隙焊缝均光滑一致、无咬边、无虚焊、无气孔等缺陷,钎缝深度达到0.9mm左右、钎缝宽度达到3.4mm左右,满足其焊接要求。

▲ 0 间隙焊接效果图

▲ 0.3mm 焊接效果图
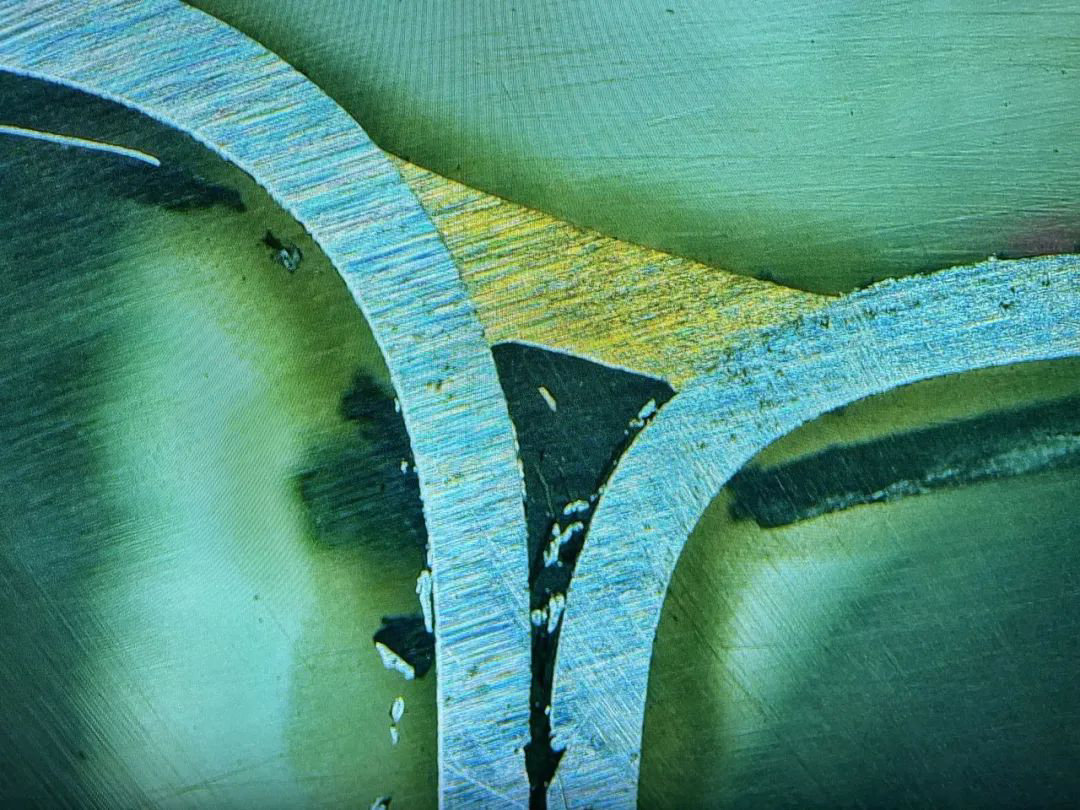
▲0间隙金相截面图
▲0.3mm间隙金相截面图
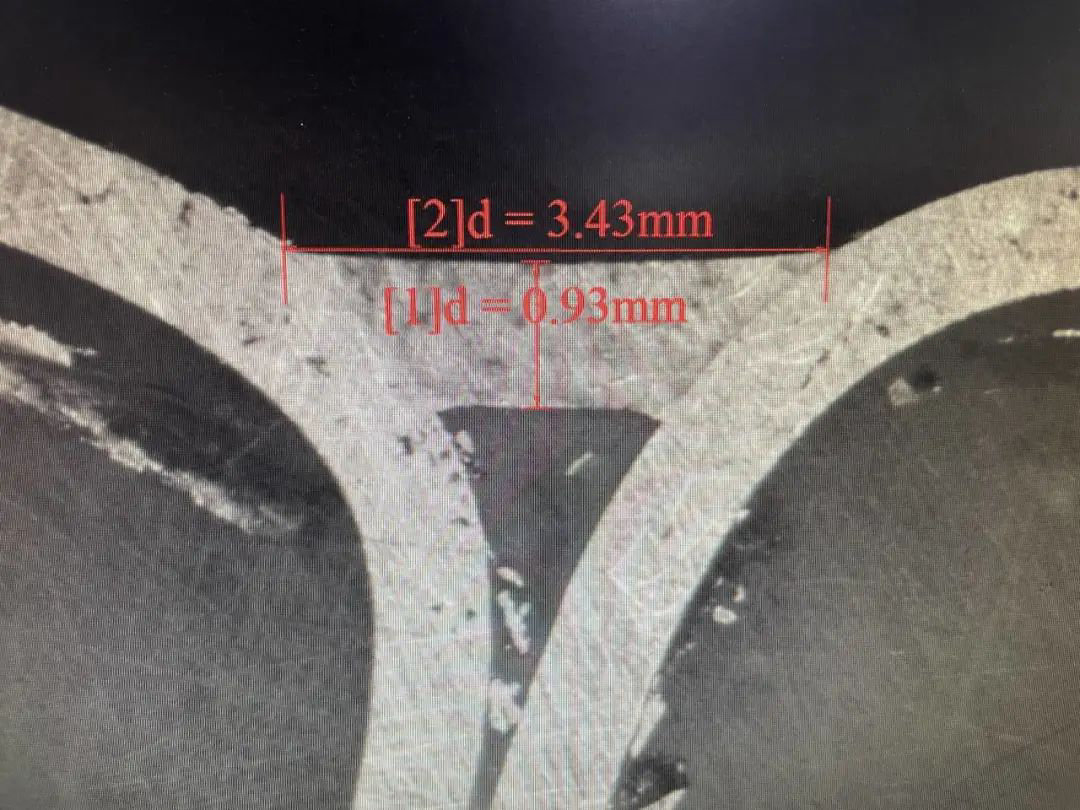
▲ 0.3mm间隙金相截面图

