
激光焊接在医疗行业的应用——牙套焊接
医疗牙套激光焊接外形美观(焊点不凹凸、不发黑、不虚焊、不炸火、焊缝平滑圆润,焊接牢固度强(高峰值焊点、穿刺力更强),数字化焊接过程,能量,激光功率,脉宽,均实现0.05数值步进调整。
设备前言概述
一颖激光P系列QCW以及光睿GR系列光纤激光器高速焊接系统,追求卓越的焊接效果,广泛应用于手机3C、医疗、通讯等行业。整机能耗小,集成度高,人性化设计更加贴合市场需求。焊接特点主要满足:
 激光焊接激光器
激光焊接激光器
焊点直径小(0.2mm-0.4mm),也可实现0.6-1.0mm的焊点调节。
焊接牢固度强(高峰值焊点、穿刺力更强)熔池直径与熔深比1:1。
外形美观(焊点不凹凸、不发黑、不虚焊、不炸火、焊缝平滑圆润)。
数字化焊接过程,能量,激光功率,脉宽,均实现0.05数值步进调整。
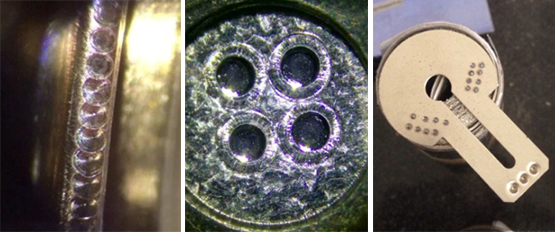 医疗牙套激光焊接效果展示
医疗牙套激光焊接效果展示
二
QCW系统架构展示
QCW焊接系统由出射头单元及控制CCD监控操作系统组成。包含了激光器控制软件,10.1寸工业屏幕,FC准直单元,FF聚焦单元,CCD监视系统组成。
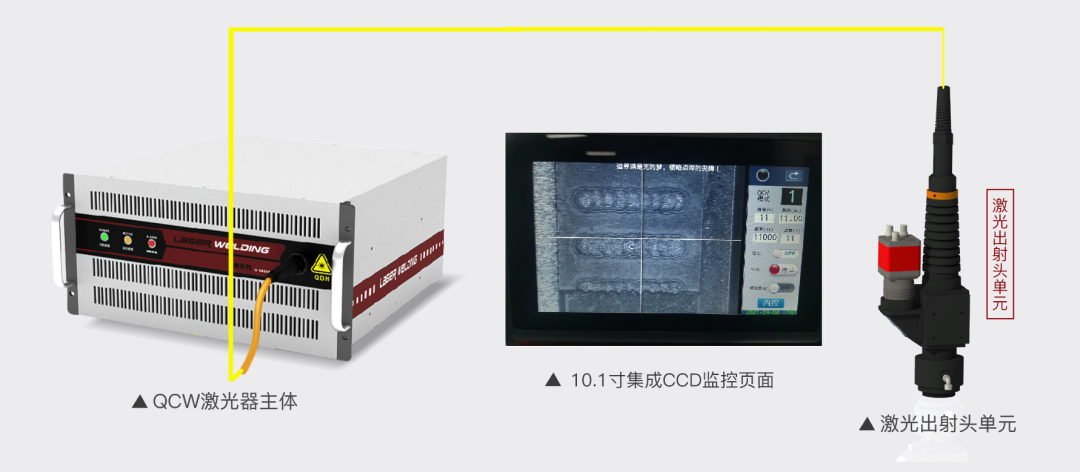 激光焊接系统组成
激光焊接系统组成
激光焊接是激光材料加工技术应用的重要方面之一,主要用于焊接有色金属材料和高速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向材料内部扩散,通过控制激光脉冲宽度、能量、峰值功率和重复频率等参数,使工件熔化形成特定的熔池。
三
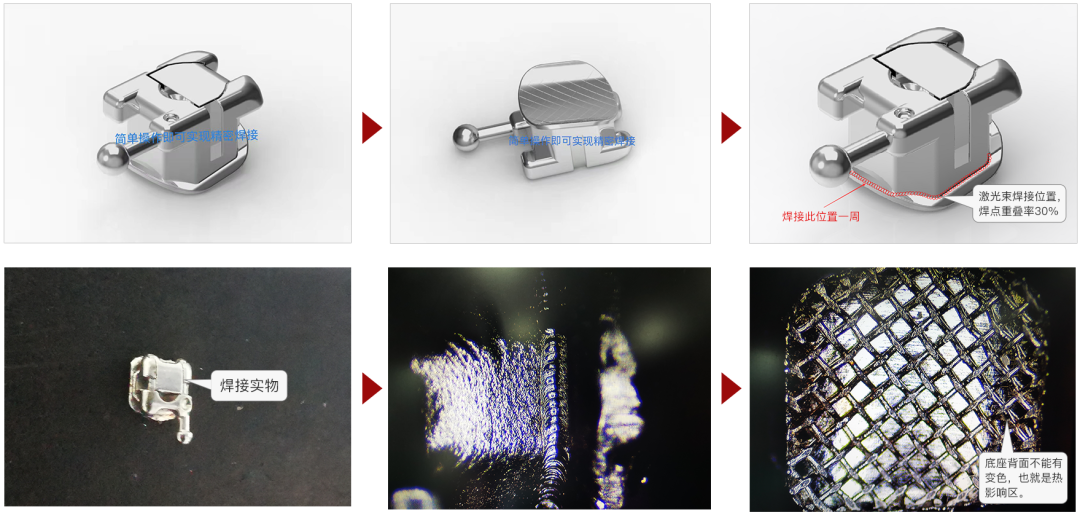
样件焊接位置展示
该样件实际生产中,配置1台P1-60w,50um光纤输出,QCW激光器。焊接位置使用激光器QCW模式,焊点重叠率30%左右。
 牙套激光焊接样品实物图
牙套激光焊接样品实物图
四
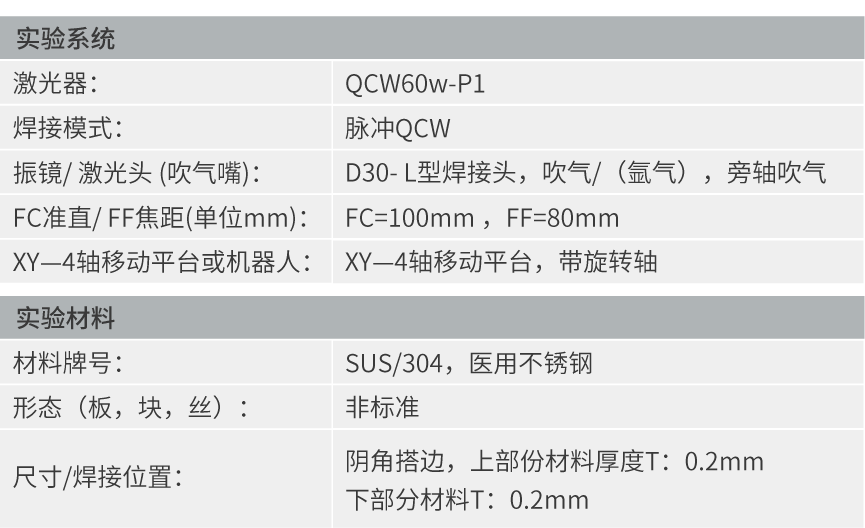
焊接要求分析
1.样品:牙齿矫正固定座(如图),产品尺寸:5mm*3mm*2mm,材质:医用不锈钢

△ 牙齿矫正固定座
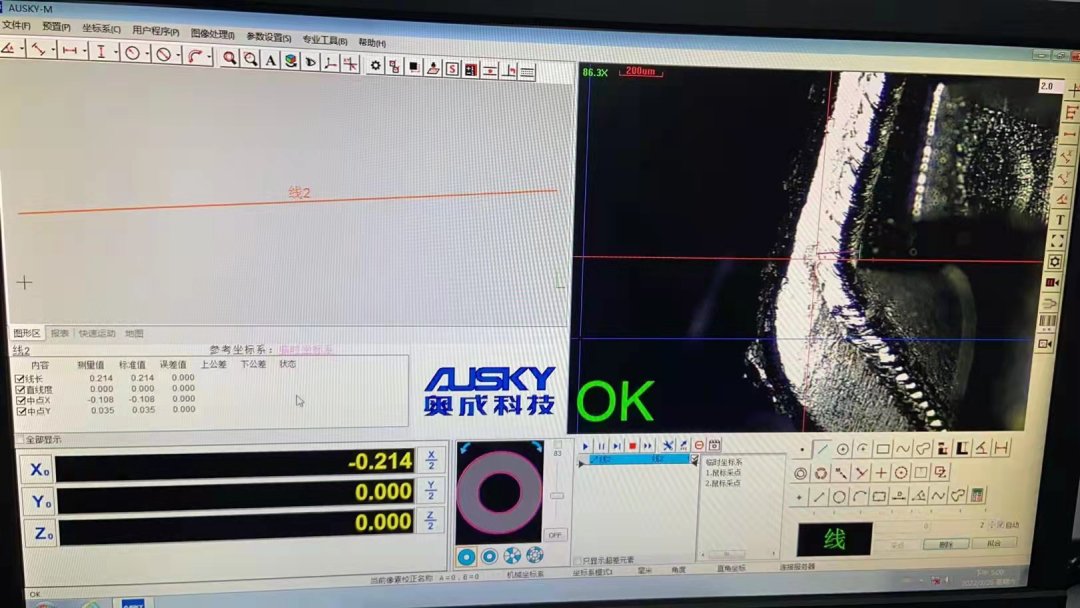 牙套激光焊接焊缝宽度0.21mm
牙套激光焊接焊缝宽度0.21mm2.焊接区域:底座一周焊接(如图)
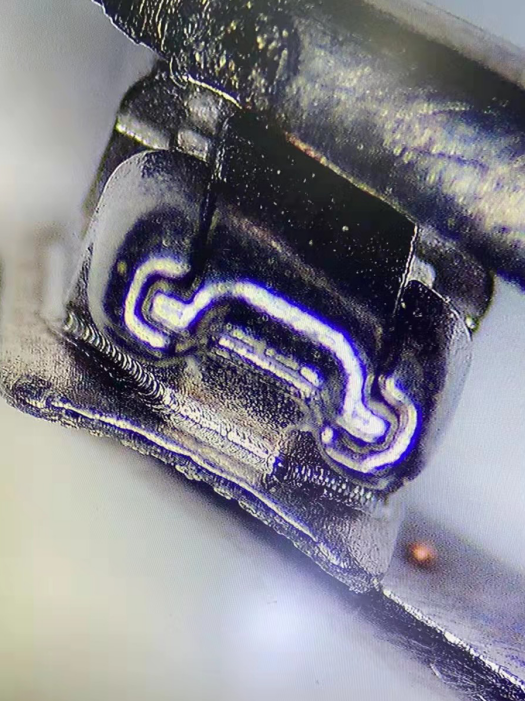 底座一周焊接效果图
底座一周焊接效果图
3.焊接工艺要求:优先连续激光
拉拔力要求:大于100N
外观:①不能有缝隙及孔;②底座背面不能有变色;③焊接熔池宽度不大于0.4mm。
4.设备初步要求(样品客户确认后,再详细对接要求)
机械手自动上下料。(来料方式确认)
多穴自动焊接
CCD视觉检测
五、焊接效果实验数据
焊接效果实验数据
1. 实验总体方案
准备实验材料样品; 准备Z轴实验平台,开机进行出光测试和确认焦点; 使用软件编辑相应的图形,编辑W轴,旋转370度; 尝试进行样品制作,并且优化激光参数; 使用优化过后的参数制作样品; 使用二次元拍取实验样品效果图; 编写实验应用报告。
2. 参数范围
激光功率/脉冲能量;
扫描速度;
脉冲频率;
焦点位置/离焦量;
扫描间距,焊点重叠率(重叠率与背面热影响的关系);
脉冲数量。
3. 实验参数表
以下是使用QCW60光纤激光器进行测试的实验参数表:
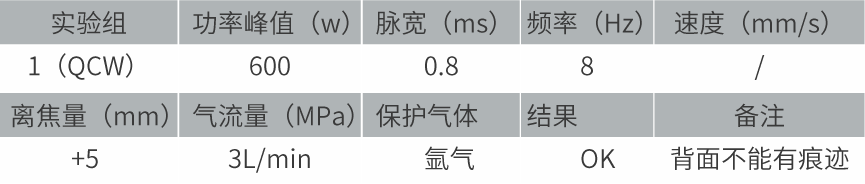 激光焊接工艺参数
激光焊接工艺参数
 牙套底座激光焊接视频
牙套底座激光焊接视频
六
一般特性参数
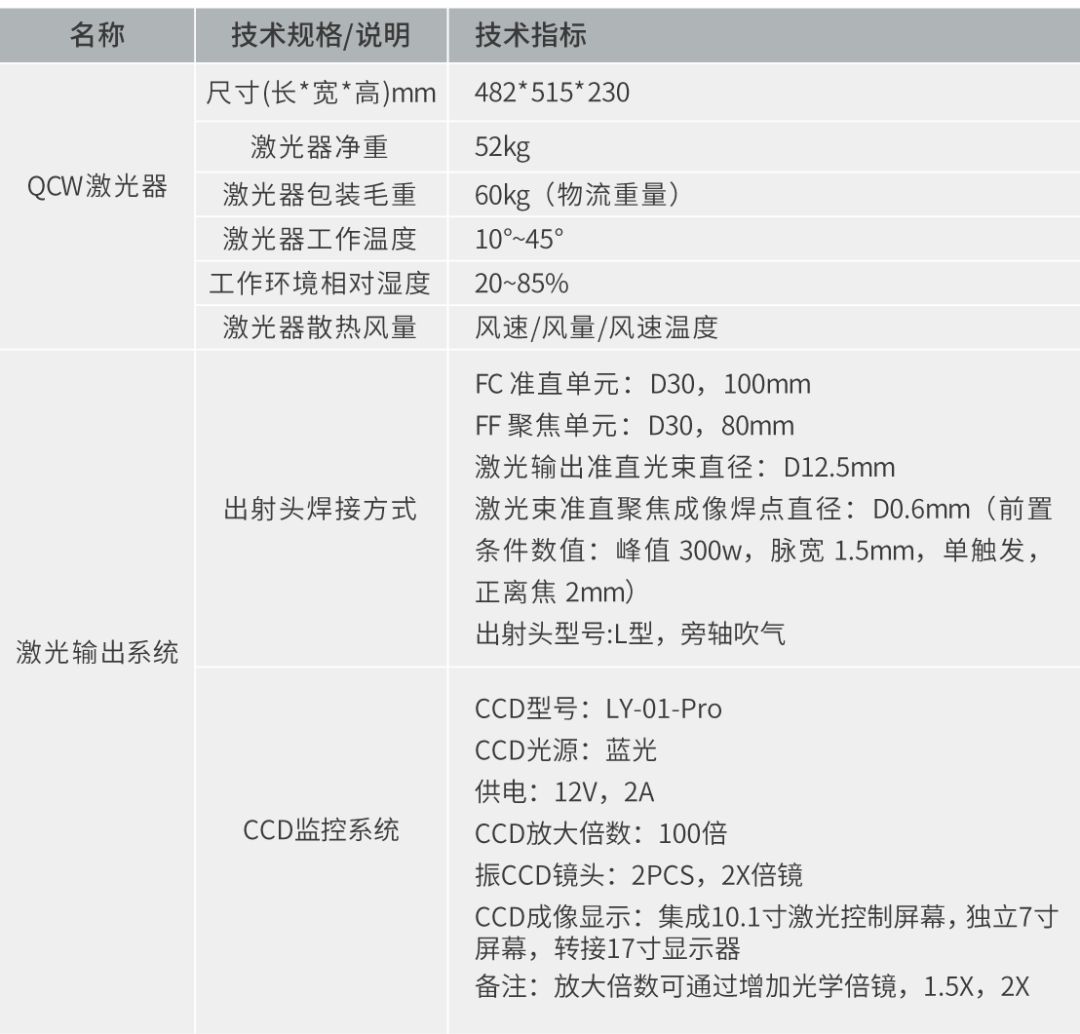 牙套底座激光焊接机配置说明
牙套底座激光焊接机配置说明
七
激光器光学特性参数
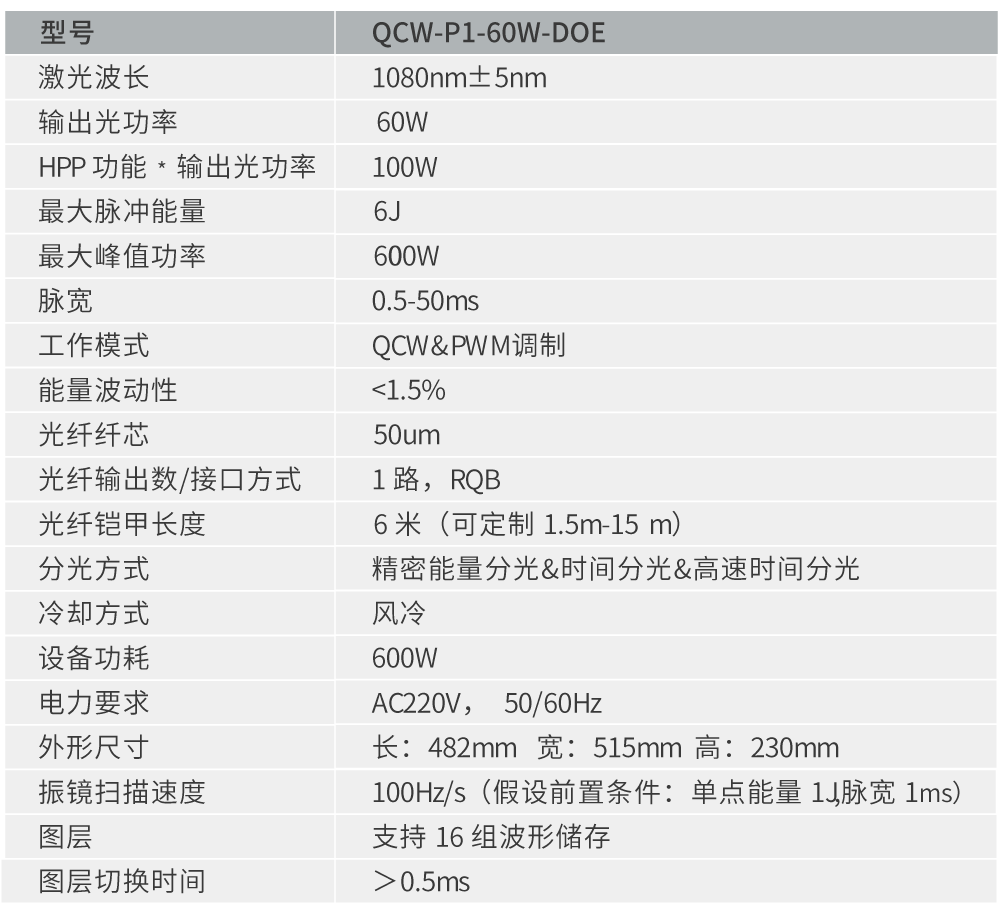 牙套底座激光器性能参数
牙套底座激光器性能参数
常州一颖光电有限公司是一家集产品研发、设计、生产、销售于一体的激光焊接设备及配套系统供应商,于2018年成立至今,一直深耕于激光焊接领域,焊接产品范围覆盖广泛:YAG脉冲焊接从25W到600W,QCW准连续焊接从75W到450W,CW连续焊接从500W到6000W。
专注成就专业,专业成就辉煌。我们的目标就是为客户解决实质性焊接问题,让焊接变得更简单!

